На графиках представлены габариты автомобиля ВАЗ 2101 – ширина, длина и высота. Показаны данные для всех доступных модификаций, в том числе, для некоторых, общая ширина с зеркалами.
Самые малогабаритные автомобили отмечены зеленым цветом, а самые большие красным цветом.
Ниже приведена сводная таблица габаритных размеров по всем модификациям ВАЗ 2101.
ВАЗ 2101 – это автомобиль малого класса компании АвтоВАЗ, период выпуска: 1970/1988 год.
Общие сведения по габаритам кузовов ВАЗ 2101:
- Длина: 4073 (мм).
- Ширина: 1611 (мм).
- Высота: 1440 (мм).
Размеры кузовов некоторых моделей:
- ВАЗ 2101 1.2 MT (64 л.с.) 1971 года: 4073х1611х1440 (мм).
- ВАЗ 2101 1.2 MT (64 л.с.) 1982 года: 4073х1611х1440 (мм).
Размеры указаны в формате «длина/ширина/высота».
Примечание:
- Тип кузова ВАЗ 2101: седан, 4 двери, 5 мест.
- Объём багажного отсека: максимальный 325 (л).
Важно: колёсная база для всех ВАЗ 2101 имеет размер 2424 (мм), дорожный просвет – 170 (мм).
| Общие параметры кузовов VAZ 2101 | |||
|---|---|---|---|
Чертеж  Общий условный чертеж кузовов Общий условный чертеж кузовов |
Длина min (мм) Минимальная габаритная длина автомобиля для разных модификаций VAZ 2101 |
||
Минимальная габаритная длина автомобиля для разных модификаций VAZ 2101
Количество модификаций модели в нашей базе

(чертеж)
| Параметры кузовов VAZ 2101 | |
|---|---|
| Параметр Параметр кузова |
|
Значение параметра либо в (мм), либо в других единицах
Предостережение: приведенные выше данные являются официальными цифрами производителя, однако следует учитывать, что информация является справочной, и не гарантирует однозначной точности.

Кузовные размеры ВАЗ 2101 и Ваз 2102, данные по геометрии кузова и контрольным точкам ВАЗ 2101, 2102 (Жигули) методы ремонта, точки сварки деталей кузова, все взято из заводской документации.
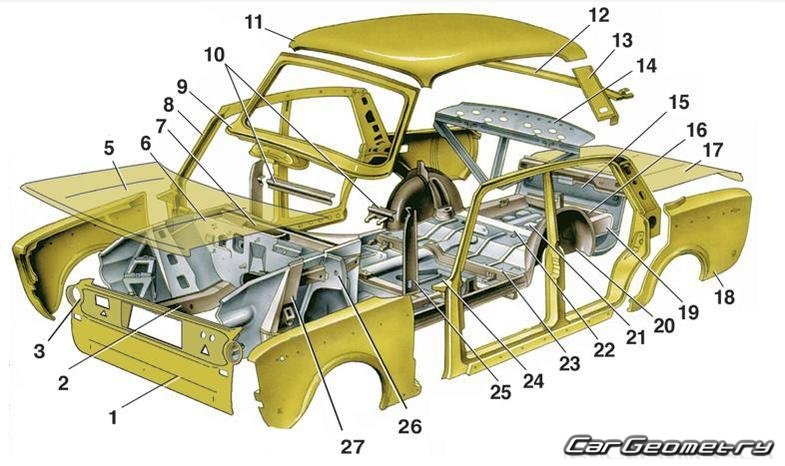
1 – панель передка;
2 – передний лонжерон;
3 – кожух фары;
4 – переднее крыло;
5 – капот;
6 – щиток передка;
7 – коробка воздухопритока;
8 – боковина;
9 – рама ветрового окна;
10 – нижняя поперечина панели приборов;
11 – панель крыши;
12 – панель рамы заднего окна;
13 – боковая панель крыши;
14 – рамка задней перегородки с полкой;
15 – панель задка;
16 – нижняя поперечина задка;
17 – крышка багажника;
18 – заднее крыло;
19 – лонжерон пола задка;
20 – арка заднего колеса;
21 – пол багажника;
22 – поперечина пола багажника;
23 – задняя поперечина пола;
24 – передний пол;
25 – усилитель передней стойки;
26 – брызговик;
27 – стойка брызговика
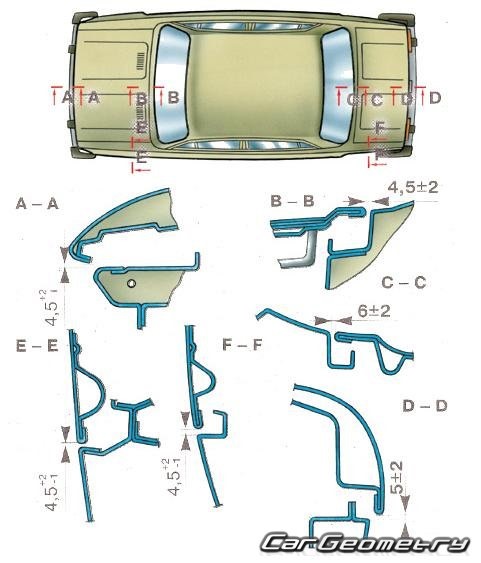
Основные сечения кузова (вид кузова сбоку)
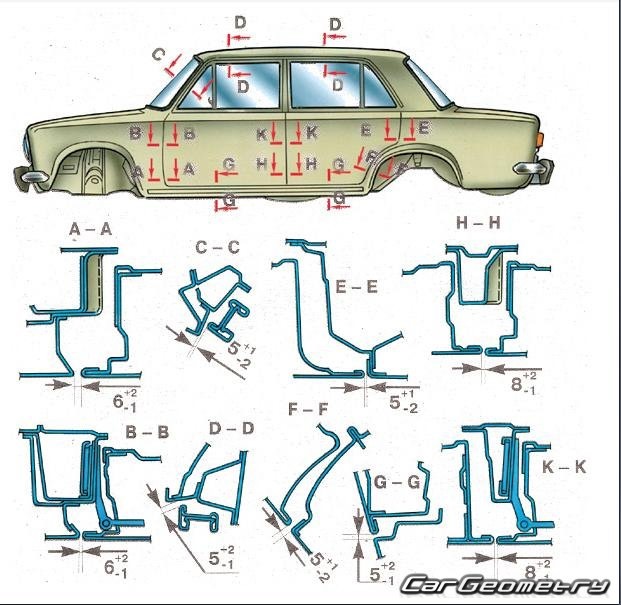
Основные сечения кузова (вид кузова сверху)
Основные размеры кузова ВАЗ 2101, 2102 (Жигули) для проверки точек крепления агрегатов:
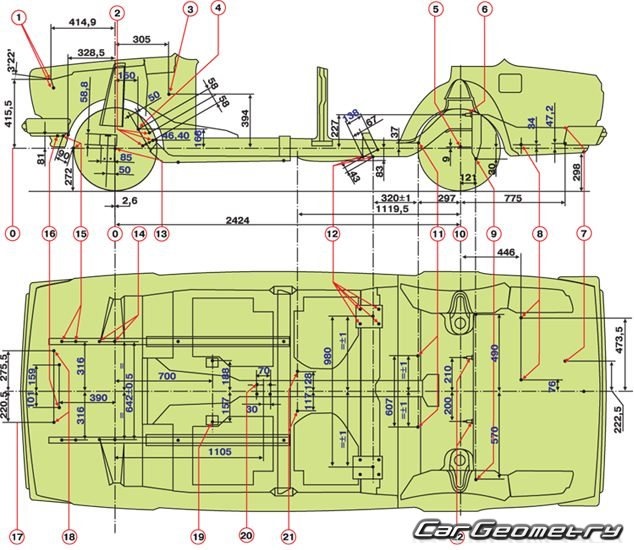
0 – базовая линия;
1 – верхнее крепление радиатора;
2 – крепление картера рулевого механизма и маятникового рычага;
3 – ось педалей тормоза и сцепления;
4 – центр рулевого механизма;
5 – центр заднего колеса;
6 – крепление амортизаторов задней подвески;
7 – заднее крепление глушителя;
8 – переднее крепление глушителя;
9 – крепление поперечной штанги задней подвески;
10 – ось задних колес;
11 – крепление верхних продольных штанг задней подвески;
12 – крепление нижних продольных штанг задней подвески;
13 – центр переднего колеса;
14 – точки крепления поперечины передней подвески;
15 – крепление стабилизатора поперечной устойчивости;
16 – нижнее крепление радиатора;
17 – ось автомобиля;
18 – верхнее крепление радиатора;
19 – заднее крепление силового агрегата;
20 – крепление ручного тормоза;
21 – крепление опоры карданного вала;
22 – крепление амортизаторов задней подвески
Значительная часть ремонтных работ кузовов приходится на аварийные автомобили, которые, в большинстве случаев, требуют проверки геометрии точек крепления узлов и агрегатов шасси автомобиля.
Контрольные точки проверки пола кузова ВАЗ 2101, 2102 (Жигули)
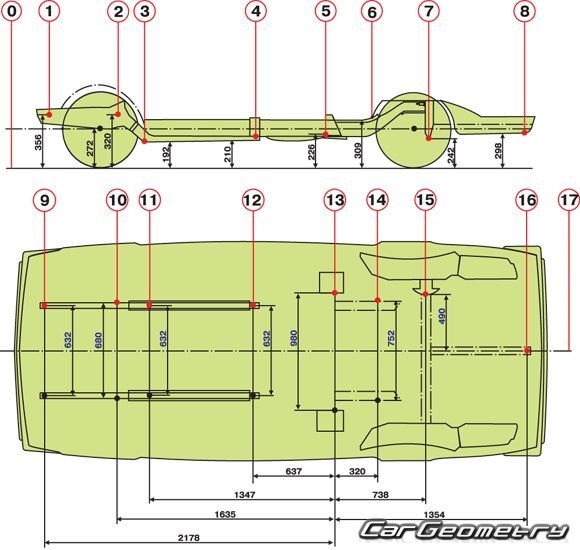
1 – пересечение осей передних болтов крепления стабилизатора поперечной устойчивости с поверхностями лонжеронов;
2 – центр осей нижних болтов крепления картера рулевого механизма и кронштейна маятникового рычага;
3 – пересечение центров передних технологических отверстий лонжеронов переднего пола с поверхностями лонжеронов;
4 – пересечение задних технологических отверстий лонжеронов переднего пола с поверхностями лонжеронов;
5 – центр осей болтов крепления нижних продольных штанг;
6 – центр осей болтов крепления верхних продольных штанг;
7 – пересечение оси болта крепления поперечной штанги с кронштейном кузова;
8 – пересечение центра заднего технологического отверстия центрального усилителя заднего пола с поверхностью усилителя;
9 – центр осей передних болтов крепления стабилизатора поперечной устойчивости;
10 – пересечение центров осей нижних болтов крепления картера рулевого механизма и кронштейна маятникового рычага с поверхностями брызговиков лонжеронов;
11 – центр передних технологических отверстий лонжеронов переднего пола;
12 – центр задних технологических отверстий лонжеронов переднего пола;
13 – пересечение осей болтов крепления нижних продольных штанг с наружными поверхностями кронштейнов кузова;
14 – пересечение осей болтов крепления верхних продольных штанг с наружными поверхностями средних лонжеронов;
15 – пересечение оси болта крепления поперечной штанги с кронштейном кузова;
16 – центр заднего технологического отверстия усилителя заднего пола;
17 – продольная ось автомобиля;
0 – линия отсчета
По контрольным точкам пола кузова можно, без демонтажа узлов и агрегатов шасси, проверить на установке положение элементов пола.
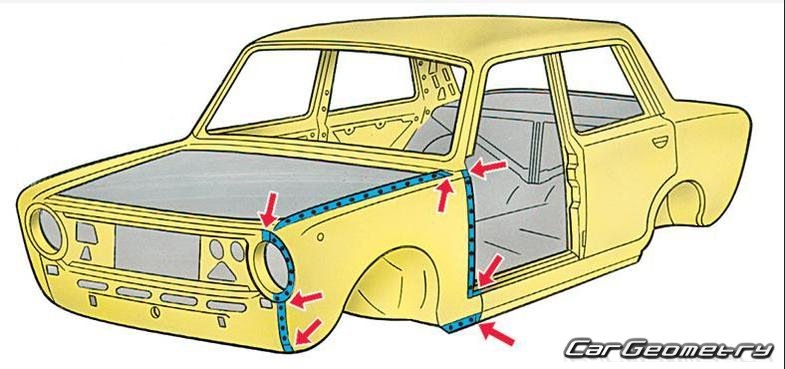
Контрольные размеры проемов дверей
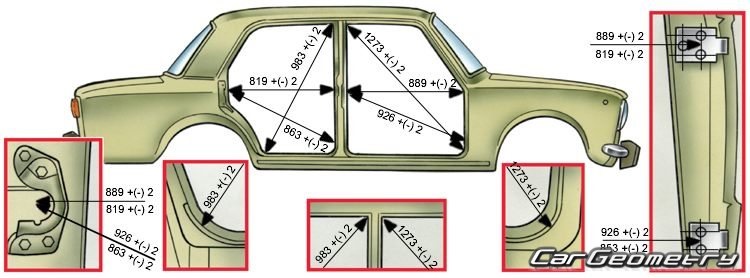
Диагональные размеры проемов передних и задних дверей, показанных на рисунке, должны, соответственно, быть равными 1273±2 мм и 983±2 мм.
Расстояние между стойками от центров звеньев верхних неподвижных петель до противоположных стоек проемов, по центру фиксаторов замков дверей, должны быть равными: для проема передней двери 889±2 мм, для задней – 819±2 мм. От центров звеньев нижних неподвижных петель до противоположных стоек проемов дверей, по центру фиксаторов замков, расстояния должны соответствовать: для проема передней двери – 926±2 мм, для задней – 863±2 мм.
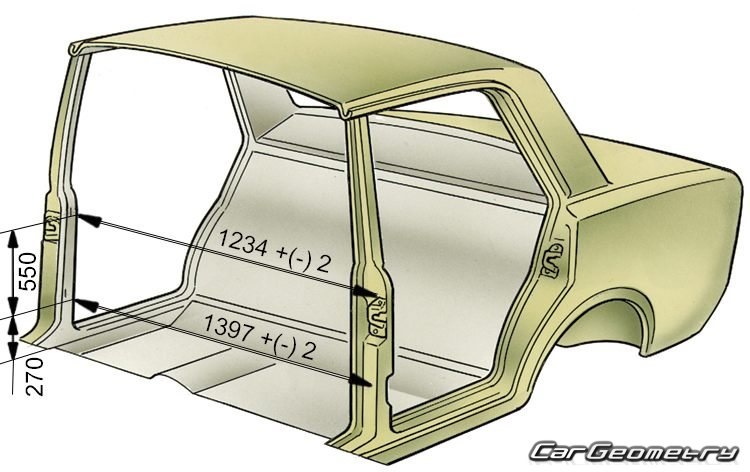
Справочные линейные размеры между центральными стойками ВАЗ 2101, 2102 (Жигули)
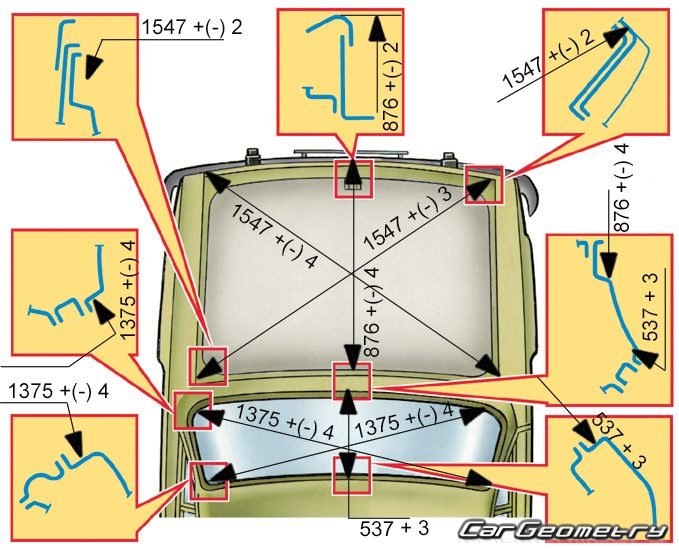
Контрольные размеры кузова: проемов ветрового окна и капота ВАЗ 2101, 2102 (Жигули)
Контрольные размеры кузова: проемов заднего окна и крышки багажника ВАЗ 2101, 2102 (Жигули)
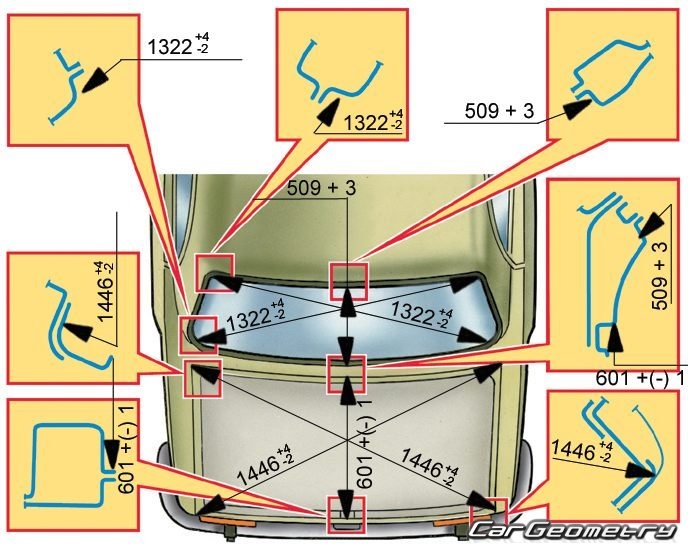
Диагональные размеры проемов окон должны составлять: для ветрового окна 1375±4 мм, для заднего окна – 1322 4–2 мм.
Расстояние между фланцами проемов окон по оси автомобиля, должны быть равными, соответственно, для ветрового стекла 537 3 мм, для заднего – 509 3 мм.
Диагональные размеры должны быть равными для проема капота 1547±4 мм, для крышки багажника – 1446 4–2 мм. Ширина проемов по оси автомобиля должна соответствовать: для проема капота 876±4 мм и для крышки багажника – 601±1 мм.
Разница диагональных размеров проема ветрового окна, а также и проемов заднего окна, капота, крышки багажника одного кузова не должна превышать 2 мм.
Допускается неравномерность зазора (конусность) не более 1,5 мм, выступание лицевых поверхностей, относительно неподвижных, на величину не более 2 мм.
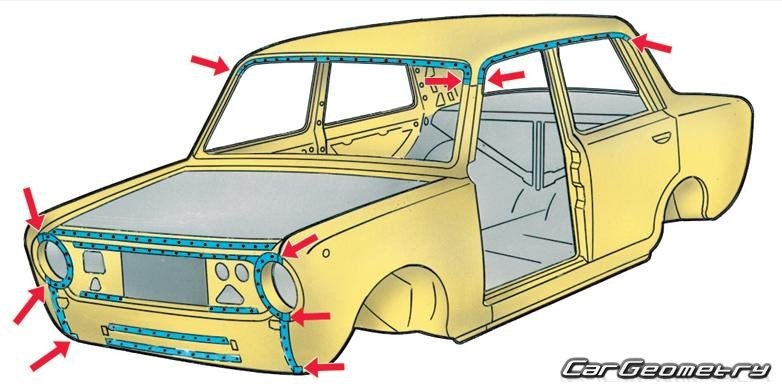
Места сварки переднего крыла
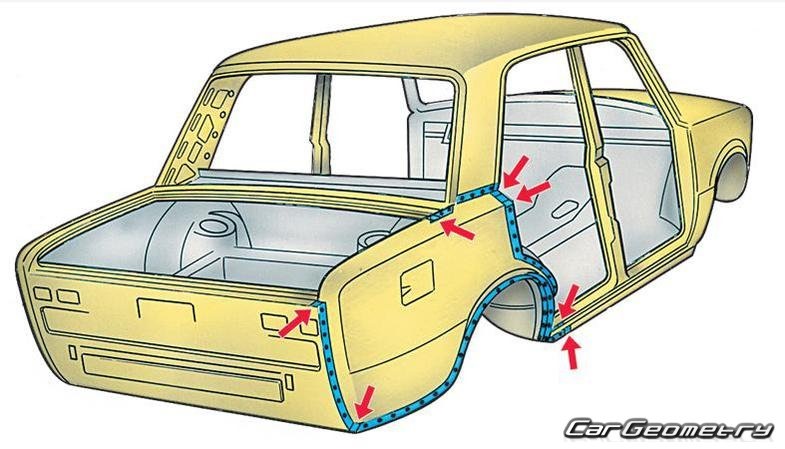
Места сварки заднего крыла
Линии сварки панелей крыши и передка
Линии сварки панелей крыши и задка
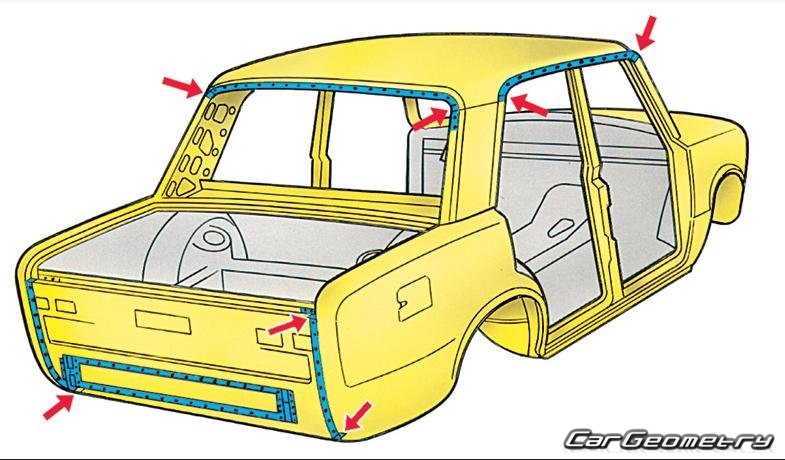
Точками обозначены швы контактной сварки. Стрелками указаны точки газовой сварки.
Ремонт деформированных поверхностей
Деформированные поверхности ремонтируют механическим или термическим воздействием на металл, а также заполнением вмятин быстрозатвердевающими пластиками или припоем.
Помятые места оперения выпрямляют, как правило, вручную при помощи специального инструмента (металлических, пластмассовых, деревянных молотков и различных оправок) и приспособлений.
Правку с нагревом используют для осаживания (стягивания) сильно растянутых поверхностей панелей. Для предотвращения резкого вспучивания и ухудшения механических свойств, панели нагревают до 600–650° С (вишнево-красный цвет). Диаметр нагретого пятна должен быть не более 20–30 мм.
Стягивание поверхности производите следующим образом:
– газовой сваркой, от переферии к центру дефектного участка, нагревайте металл и ударами деревянной киянки и молотка осаживайте нагретые места, используя плоскую поддержку или наковальню;
– повторяйте операции нагрева и осаживания до получения ровной поверхности панели.
Неровности в панелях можно выравнивать при помощи полиэфирных шпатлевок, термопластика, эпоксидных мастик холодного отвердения и при помощи припоя.
Полиэфирные шпатлевки образуют надежные соединения с панелями, зачищенными до металла. Они представляют собой двухкомпонентные материалы: ненасыщенную полиэфирную смолу и отвердитель, который является катализатором для быстрого отвердения смеси независимо от толщины слоя шпатлевки. Время сушки при температуре 20° С – 15–20 мин. Поэтому сокращается продолжительность нанесения шпатлевки и нет необходимости наносить ее в несколько слоев.
Термопластик выпускается в виде порошка. Эластичные свойства, необходимые для нанесения его на металлическую поверхность панели, термопластик приобретает при 150–160° С.
Поверхность, подлежащая заполнению, должна быть тщательно очищена от ржавчины, окалины, старой краски и других загрязнений.
Для лучшей адгезии рекомендуется на поверхности создать шероховатости при помощи абразивного инструмента. Для нанесения термопластика участок, подлежащий выравниванию, нагревают до 170–180° С и наносят первый тонкий слой порошка, который укатывают металлическим катком. Затем наносят второй слой и так далее, до заполнения неровности. Каждый слой укатывают до получения монолитного слоя пластической массы. После отвердения слой зачищают и выравнивают металлическим кругом.
Пораженные коррозией участки панелей кузова могут ремонтироваться эпоксидными мастиками холодного отвердения, которые обладают высокой адгезией, достаточной прочностью и легко наносятся на поврежденные участки. В состав мастик входят отвердители, пластификаторы (для повышения пластичности смолы и ударной прочности отверделого эпоксидного состава), наполнители (для понижения усадки смолы и сближения коэффициентов термического расширения смолы и металла).
Припои ПОССу 18 или ПОССу 20 применяются для выравнивания участков, ранее заполненных припоем, наращивания кромок деталей и для устранения зазора. Для предотвращения коррозии лучше применять бескислотный способ нанесения припоя.
При значительных повреждениях, панели заменяют новыми, с использованием контактной сварки и электросварки в среде защитных газов.
Наиболее часто при ремонте остова требуется замена крыльев, панелей передка и задка. Методы замены и ремонта этих деталей можно взять за основу при ремонте других деталей остова, при этом необходимо знание расположения сварных швов.