
По приглашению Nokian Tyres представители российского сообщества clubvolvo.ru посетили завод по производству автомобильных шин во Всеволожске, Санкт-Петербург для ознакомления с основными вехами истории, этапами развития компании и экскурсии по производственной линии.

Презентация и комментарии сотрудников Nokian Tyres Карины Соколовой и Александры Никоновой раскрывают интересные факты крупнейшей компании в Северной Европе, история которой начинается в конце XIX века, а производство шин и исследования в 2016 году отметят 100-летний юбилей. Заводу во Всеволожске в 2015 году исполнится 10 лет.

Интересные факты:
• История компании Nokian Tyres берет свое начало еще в 1898 году, когда в Финляндии была основана первая фабрика по производству резины бытового назначения.
• Первые велосипедные шины начали выпускаться на производстве в г. Nokia в 1916 году.
• В 1932 году на предприятии Nokian Tyres впервые приступили к организации производства шин для автомобилей.
• В 1936 году была изготовлена первая шина Hakkapeliitta и определена доктрина развития: шины для сложных климатических условий.
• Само название шин Hakkapeliitta имеет глубокие исторические корни. Это и боевой клич, и так называли финских конников или панцирных гусар, служивших в шведской армии во время тридцатилетней войны. «Хаккапелийтта» были воинами крестьянского происхождения. Они являлись конными ратниками, из оружия у них было два мушкета и меч. Кроме того, они также имели защитные доспехи из кожи и шлем, а на груди стальные латы. Решительная тактика этих воинов отличалась от традиционной тем, что финские конники «хаккапелийтта» стремились в самом начале битвы сразиться в ближнем бою.
• Nokian Tyres и Nokian (сотовые телефоны) входили в один концерн, но сейчас это независимые компании.
Nokian Tyres обладает самым северным для производителей шин испытательным полигоном в Ivalo, Лапландия, на котором в течение 9 месяцев зимы проходят тестирование до 20 000 шин.
На производстве довольно шумно, поэтому наш гид и технический консультант Евгений предлагает надеть экскурсионный радиокомплект.


Первый пункт экскурсии – общая схема производства.
1. Изготовление резиновой смеси
2. Изготовление компонентов
3. Сборка
4. Покраска
5. Вулканизация
6. Контроль качества
7. Ошиповка

В связи с интенсивной логистикой в цехах передвижение людей допускается по специально отведенным пешеходным зонам.

Цех миксинга (изготовление резиновых смесей) занимает пятиэтажное здание, позволяет сократить время доставки сырья и более эффективно использовать производственные площади. Резиновую смесь изготавливают из нескольких видов сырья, основными являются натуральный и синтетический каучуки, наполнители, пластификаторы, вулканизующие вещества и т.д.

Работой смесителей управляет компьютер. У каждого вида смеси есть своя рецептура, которую оператор выбирает согласно плану работы. Весь процесс загрузки и смешения материалов идет под контролем автоматики.
Для производства каждого компонента шины существует своя линия, отдельно происходит изготовление текстильного, стального и обрезиненного кордов, бортовых колец, протекторов, боковин и гермослоя.

Описание основных составляющих шины:
Текстильный корд
Текстильный корд – это обрезиненный с двух сторон вискозный или полиэфирный материал, который принимает на себя внутреннее давление в шине.
Бортовое кольцо
Назначением бортового кольца является усиление борта шины в зоне диска
Наполнительный шнур
Наполнительный шнур укрепляет зону борта шины и придает езде устойчивость на поворотах.
Стальной брекер
Стальной брекер – это усиливающий компонент под протекторным слоем. В строении шины применяются два стальных брекера различной ширины. Более широкий снизу.
Протектор
Протектор шины служит для передачи тяговых усилий мотора автомобиля и обеспечения надежного сцепления шины с дорогой, поэтому протекторные резины должны обладать высокой прочностью на разрыв и высокой износостойкостью.
Чтобы протектор надежно предохранял каркас покрышки от механических повреждений (порезов и проколов), резина должна хорошо сопротивляться образованию надрывов и раздиру, иметь высокую стойкость к воздействию воздуха, озона, солнечных лучей и внешних тепловых воздействий, возникающих при трении шины о поверхность дороги.
Гермослой
Компонент, заменяющий камеру. Резина гермослоя должна иметь высокую газонепроницаемость, высокую теплостойкость и стойкость к старению, хорошо сопротивляться раздиру, обладать высокой эластичностью и хорошими адгезионными свойствами.
В процессе передвижения между цехами удается увидеть фрагменты резиновой смеси, которая идет во вторичную переработку. Готовые шины в обратную переработку не поступают, поскольку содержат элементы готовой конструкции, металл, текстиль, а также потому, что вулканизация обратного процесса не имеет, то есть шины после вулканизации можно только измельчить, но нельзя использовать для повторного производства шин
В производстве резиновой смеси используется натуральный каучук, который Nokian Tyres закупает на открытых биржевых торговых площадках. Каучук перед поступлением в производственный цикл хранится в «сауне», где поддерживается сравнительно высокая температура 50-60 градусов, при этом каучук в течение двух суток производства шины сохраняет свои свойства.

Далее резиновая смесь поступает на линию изготовления протектора и корда, точнее сказать, их заготовок. Автоматика следит, при необходимости вытягивая заготовку, за получением необходимой толщины изделия.



Интересные факты:
• Завод Nokian Tyres во Всеволожске выпускает 100 наименований шин и типоразмеров ежедневно.
• На заводе 13 производственных линий, способных при полной загрузке производить до 15 000 000 шин в год.
• Завод во Всеволожске оснащен наиболее современным оборудованием и промышленными роботами, прогрессивнее, чем на родном предприятии в Финляндии.
• Шины завода Nokian Tyres из России поставляются во все страны мира, поэтому контроль качества соответствует финскому.

Далее мы перемещаемся к производству компонентов шин — боковых колец, стальных брекеров. Линии автоматизированы, пол около каждого робота очерчен краской с предупреждением не заходить за линию, поскольку датчики остановят машину, что может вызвать нарушения в работе по всей линии.

Следующий пункт экскурсии — производство металлического корда. Нить под давлением и в условиях повышенной температуры погружаются в корд. Большое количество барабанов с нитью объясняется особенностями их подачи и перезарядки.
Герметизирующий слой – бескамерная шина
Герметизирующий слой бескамерной шины препятствует диффузии воздуха из полости шины внутрь каркаса. Резина герметизирующего слоя должна иметь высокую газонепроницаемость, высокую теплостойкость и стойкость к старению, хорошо сопротивляться раздиру, обладать высокой эластичностью и хорошими адгезионными свойствами. Резины для герметизирующего слоя изготавливают главным образом из галоидсодержащих типов бутилкаучука. Эти резины в отличие от камерных испытывают еще и на прочность связи с резиной каркаса как в статическом, так и в динамическом состоянии при различных температурах. [1]
Герметизирующий слой бескамерной шины , имеющий толщину 1 5 – 2 мм, в момент вулканизации служит защитным слоем. [3]
На некоторых заводах герметизирующий слой бескамерной шины проверяется на герметичность. Это испытание производится на специальном прессе: в полость шины подается воздух под давлением, а поверхность смачивается специальным раствором для обнаружения проникновения воздуха сквозь шину. [4]
Смеси для изготовления герметизирующего слоя бескамерных шин должны хорошо ( без пузырей) каландроваться или выдавливаться червячным прессом, образуя плотные монолитные листы, и иметь высокую адгезию к слоям корда. [5]
Резины для ездовых камер и герметизирующего слоя бескамерных шин . Эти резины должны обладать высокой газонепроницаемостью, малым остаточным удлинением, высоким сопротивлением раздиру, теплостойкостью и хорошей стойкостью к старению. [6]
Большая часть каучука применяется для изготовления герметизирующего слоя бескамерных шин . Для обеспечения максимальной прочности этого слоя с каркасом шины обычно используется комбинация ХБК с высоконенасыщенным эластомером. Низкая газопроницаемость герметизирующего слоя из ХБК позволяет понизить давление воздуха в каркасе шины, что уменьшает разрушение шины из-за расслоения каркаса. Высокая динамическая стойкость герметизирующего слоя в тяжелых условиях эксплуатации также способствует увеличению ходимости шин. В общем случае ходимость шин в зависимости от размера и типа увеличивается на 50 – 200 %, при этом представляется возможным использовать герметизирующий слой из ХБК меньшей толщины. [7]
В шинной промышленности галогенированные бутилкаучуки используют для изготовления герметизирующего слоя бескамерных шин , боковин радиальных шин, автокамер для тяжелых условий эксплуатации, в клеевых композициях. [8]
Бутилкаучук является лучшим материалом для изготовления камер автомобильных шин, герметизирующего слоя бескамерных шин , варочных камер и диафрагм для форматоров-вулканизаторов. [9]
Смеси из галогенированных БК и получаемых из них диенбутилкаучуков легко перерабатываются и используются для изготовления герметизирующего слоя бескамерных шин с большим сопротивлением разрыву. Вулканизуемая частицами высокой энергии композиция из частично дегидрохлорированного ХБК и кристаллического полибутилена имеет более высокие прочностные показатели по сравнению с облученным индивидуальным каучуком. [10]
Смеси из галогенированных БК и получаемых из них диенбутилкау-чуков легко перерабатываются и используются для изготовления герметизирующего слоя бескамерных шин с большим сопротивлением разрыву. Вулканизуемая частицами высокой энергии композиция из частично дегидрохлорированного ХБК и кристаллического полибутилена имеет более высокие прочностные показатели по сравнению с облученным индивидуальным каучуком. [11]
В настоящей главе рассматриваются только заготовительные операции, относящиеся к изготовлению деталей автопокрышек: обработка корда и бортовых тканей, изготовление протекторов, брекеров, крыльев, профилированных деталей и герметизирующего слоя бескамерных шин . [12]
При изготовлении шин применяются следующие типы резиновых смесей: протекторные, брекерные, каркасные ( обкладочные); промазочные; для изоляции стальной проволоки; для наполнения крыла; камерные; для обрдных лент; для вулканизационных диафрагм; для герметизирующего слоя бескамерных шин ; для дополнительных деталей покрышек радиальной конструкции. [13]
Автокамеры из бутилкаучука в 8 раз более газонепроницаемы, чем автокамеры из НК. Для производства автомобильных камер и герметизирующего слоя бескамерных шин рекомендуется бутилкаучук с содержанием непредельных углеводородов 1 3 – 1 6 мол. [14]
Герметизирующий слой – это тонкий слой резины низкой проницаемости, формованный внутри шины для уменьшения потерь внутреннего давления. Например, проницаемость БНК, который обычно используется для герметизирующего слоя бескамерных шин , составляет примерно одну шестую проницаемости НК и одну пятую проницаемости синтетических каучуков, применяемых в боковинах шин и зоне протектора. [15]
Наверное, мало кто знает, как делаются шины. Общее представление такое: резина заливается в форму, после чего выпрессовывается конечный продукт. Конечно это не так. Изготовление покрышки — сложный и высокотехнологичный процесс, требующий наличия современного производственного оборудования, компьютеризированных систем контроля и участия квалифицированных специалистов.
На экскурсию по самому современному шинному заводу в Европе нас пригласила специалист по связям с общественностью Nokian Tyres LCC Анна Меньшакова. Первое и пока единственное предприятие финского концерна в России было открыто 22 сентября 2005 года недалеко от Всеволожска. Здесь производят летние и зимние шины для легковых автомобилей и внедорожников. Эти шины продаются не только в России, но также поставляются на экспорт в более чем 35 стран.
Территория завода занимает площадь порядка 30 гектаров, объем производственных площадей – 21 тыс. кв. м. Численность персонала более 850 человек. Проектная мощность, на которую планируется выйти к концу 2011 г. – 11 млн. шин в год.
Стоит отметить, что качество шин, произведенных в России и Финляндии абсолютно одинаковое, так как используются одни и те же материалы и технологии. Человеческий фактор сведен к минимуму, все процессы практически полностью автоматизированы.
С помощью фотографий и комментариям к ним мы попробуем в общих чертах показать вам процесс производства шин.

Здание завода окружает забор, снаружи которого находится просторная стоянка для автомобилей. Что бы попасть на само предприятие надо миновать проходную со строгой пропускной системой и турникетами. Фотографировать на заводе запрещено, для того что бы поснимать в цехах нам пришлось получать специальное разрешение.

Это каучук — один из основных компонентов при производстве покрышек. Используют как натуральный, так и искусственный каучуки. Для летних шин в резиновую смесь добавляют больше искусственного каучука, для зимних — натурального. Благодаря натуральному каучуку зимние шины остаются мягкими даже при достаточно низких температурах.

Рабочий отправляет по конвейерной ленте брикеты с каучуком.

Так выглядят вулканизирующие добавки. Помимо них и каучуков смесь состоит из легирующих добавок (наполнителей, пластификаторов), сажи и других химикатов.

Качество готовой продукции цеха миксинга проходит обязательный контроль. Образцы резины направляются посредством пневмопочты (красная банка на столе рядом с компьютером) в химическую лабораторию.

Готовая продукция цеха миксинга складируется на поддонах для передачи на следующий этап производства. Рабочих в помещениях мало, так как, повторим, почти все процессы автоматизированы и компьютеризированы. Это касается и других цехов.

Линия по производству протектора и боковин шин. Этот агрегат называется «квадроплекс». Он очень большой, целиком взять его в кадр было проблематично. На этой линии можно изготавливать как протектор, так и боковины шин.

Протектор шины служит для передачи тяговых усилий двигателя автомобиля и обеспечения надежного сцепления покрышки с дорогой, поэтому протекторные резины должны обладать особой прочностью на разрыв и высокой износостойкостью. Протектор состоит из нескольких слоев:
• Верхняя часть – кэп,
• Средний слой – основы (base) из так называемых крыльев (wings)
• Нижний слой – подпротекторного слоя.
Линия может производить протектор, включающий до 5 разных смесей
Толщина протектора и вес очень точно регулируются компьютером.

Это компьютеры линии по производству гермослоя, компонента заменяющего камеру в бескамерных шинах. Гермослой состоит из двух слоев. Резина гермослоя должна иметь высокую газонепроницаемость, хорошую стойкость к старению и теплостойкость, обладать высокой эластичностью и отличными адгезионными свойствами, а также хорошо сопротивляться раздиру.

Готовый гермослой наматывается на вот такие барабаны. Зеленый материал — это прокладки между слоями (витками) гермослоя.
Цех коротких линий.

Текстильный корд — это вискозный или полиэфирный материал, который обрезинивается с двух сторон. Он нужен для того, что бы принимать на себя внутреннее давление в шине.

Вот так происходит обрезинивание текстильного корда.
Линия по изготовлению стального корда.
Стальной корд (брекер) это усиливающий компонент под протекторным слоем шины.

Вот корд намотан в катушках.
А здесь мы видим обрезинивание стального корда.

Затем происходит нарезка корда и склеивание под углом. Далее полоса дополнительно обрезинивается с краев.
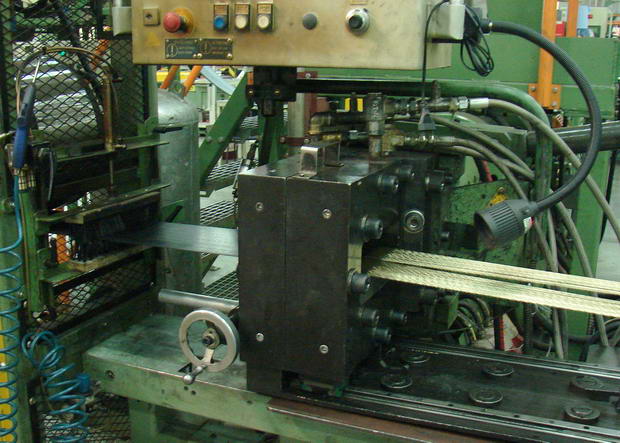
Линии по производству бортовых колец и наполнительного шнура и присоединению его к боковому кольцу.

Бортовое кольцо нужно для усиления борта шины в зоне диска. Его изготавливают из одной цельной проволоки, которую потом обрезинивают. Одно бортовое кольцо состоит из шести проволочных колец.
Наполнительный шнур изготавливается из резины, он укрепляет зону борта шины, что придает автомобилю устойчивость на поворотах. Наполнительный шнур присоединяется к бортовому кольцу на поворотном барабане с помощью прикаточных роликов.

Готовые крылья автоматически перемещаются на карусель, откуда оператор переносит их на специальные тележки для транспортировки.
Линия по изготовлению бесшовного усиления конструкции JLB (Jointless Belt).

JLB намотан на катушки.

Это шиносборочная машина. Она соединяет в единое целое протектор, боковину, корд, JLB и гермослой. Шиносборочная машина может собирать шины разных моделей и размеров, это зависит от того, как она в настоящий момент запрограммирована.

Вот такая заготовка получается на выходе шиносборочного агрегата. На заводе ее называют «зеленой» шиной. Теперь в покрасочной камере её внутренняя поверхность будет обработана специальным химическим раствором. Это нужно для достижения качественной вулканизации, что бы диафрагма вулканизирующего пресса не прилипла к внутренней поверхности шины, т.е. гермослою.
Далее «зеленая» шина поступает на участок вулканизации.

И именно здесь из заготовки получается готовая шина. Процесс вулканизации проходит при высоких давлении (15 бар) и температуре (около 200 градусов по Цельсию). Такое давление и температура создаются перегретым паром.

Наполненная паром диафрагма прижимает шину к сегментам пресс-формы, формирующим рисунок протектора и к боковинам пресс-формы, создающим все маркирующие надписи на боковинах. Процесс вулканизации – один из последних в технологической цепочке изготовления шины. Дальше только контроль качества и ошиповка (для зимних покрышек).

После вулканизации шины по конвейерной ленте едут на пост визуальной инспекции.

На посту визуальной инспекции шину проверяют вручную, еще в горячем состоянии, так как при охлаждении многие дефекты не видны. В процессе осмотра визуальный инспектор осматривает шину на наличие пузырей, трещин, проверяет качество швов. Обо всех дефектах инспектор делает отметку в системе автоматической обработки данных. Шины, не прошедшие контроль, утилизируются прямо на заводе.

Здесь проверяются шины, прошедшие визуальный контроль. Задача машины по тестированию неоднородностей шины – выявить такие дефекты как отклонение следующих параметров: масса покрышки, диаметр, латеральные, радиальные силы, конусность. Эти параметры влияют на безопасность движения, поэтому по ним очень строгие допуски, и если показатели отличаются от нормы, шина уничтожается.
После автоматического контроля шина, в том случае если она зимняя, идет в цех по ошиповке, который так же находится на заводе. Что бы фотографировать в этом цехе, нужно было получать отдельное разрешение на съемку, поэтому фотографий этой линии нет.
И в заключение отметим, что компания Nokian Tyres планирует строительство нового завода в России. Новые производственные мощности будут размещены рядом с существующим заводом. Возможно, на предприятии будет налажен выпуск индустриальных шин.