
Приехал снова я в гараж.
Вытолкали с гаража машину (, а то в нем было жарко да и места мала)
Начали снимать, сам процесс очень прост ( но, что бы двигатель был холодным) :
— Слить жидкость
— Открутить два патрубка и шланг от разширительного бачка
— Открутить сам радиатор
— и вытащить его ( защиту можно не снимать )
Ну на этом пока все. процесс ремонта остановился, нашли дырочку, на мое удивление она оказалась очень маленькой ( а я думал там дырище с руку ) Во вторник/среду пуду чинить, о результатах сообщу.
Потеря герметичности радиатора является частой неисправностью автомобиля. Во многих случаях ее можно устранить, не заменяя радиатор на новый. Для этого выполняют локальный ремонт поврежденного элемента устройства. Как запаять радиатор, чтобы он восстановил свою работоспособность на длительное время? Рассмотрим основные приемы.
Основные причины потери герметичности радиатора, признаки, особенности ремонта
Потеря герметичности радиатора системы охлаждения может быть связана со следующими причинами:
- Естественный износ. Примерный срок эксплуатации радиатора составляет около 10-12 лет. В процессе износа устройства его внутренняя рабочая поверхность покрывается слоем накипи, отложений, образовавшийся в результате химических и термодинамических процессов. Стенки пластин и трубок радиатора утончаются. Так как в устройстве жидкость находится под давлением, возможны микротрещины, в результате которых жидкость начинает уходить из системы.
 Учитывая, что размеры микротрещин небольшие, сильная течь в таком случае не наблюдается. Мокрые следы утечки могут пропадать после охлаждения двигателя и антифриза. Желательно сразу обнаружить последствия и место ухода жидкости. Чем быстрее в этой ситуации будет произведен ремонт, тем меньшее повреждение придется ремонтировать. Можно с успехом ремонтировать холодной сваркой.
Учитывая, что размеры микротрещин небольшие, сильная течь в таком случае не наблюдается. Мокрые следы утечки могут пропадать после охлаждения двигателя и антифриза. Желательно сразу обнаружить последствия и место ухода жидкости. Чем быстрее в этой ситуации будет произведен ремонт, тем меньшее повреждение придется ремонтировать. Можно с успехом ремонтировать холодной сваркой.
- Заправка системы охлаждения водой. Замерзание в холодное время года. При незначительной утечке антифриза многие водители доливают в систему воду в ограниченном количестве. За теплый сезон эксплуатации автомобиля количество таких доливок может быть большим. В результате этого изменяется концентрация и характеристики антифриза. Зимой даже при незначительных отрицательных температурах он может замерзнуть. При этом происходит расширение объема. Радиатор может «разорвать».
Образовавшаяся при этом трещина обычно имеет большие размеры. Она может произойти в месте соединения пластмассовых и металлических элементов радиатора. В большинстве случаев такое повреждение устранить затруднительно.
- Заправка системы охлаждения некачественным антифризом. Избыточное давление. В большинстве современных двигателей охлаждающая жидкость находится под давлением. При этом температура кипения антифриза увеличивается более 100 градусов Цельсия. Это позволяет увеличить КПД двигателя. Если в систему залить некачественный антифриз, он может вскипеть при более низкой температуре. При этом возможно повреждение радиатора. Оно может быть небольшим. В таких случаях лучше применять ремонт методом пайки, так как он обеспечивает лучшие характеристики на предмет устойчивости к повышенному давлению. Пайку нетрудно выполнить в домашних условиях.
- Механическое повреждение. Такая неисправность может быть следствием:
- попадания в область радиатора посторонних предметов;
- ДТП;
- разрушения лопастей вентилятора;
- некачественного ремонта.
В зависимости от места и размеров повреждения для ремонта можно применять методы холодной сварки, пайки.
Выполнение пайки радиатора в домашних условиях
Пайка радиаторов системы охлаждения является классическим методом ремонта. Она применялась еще в начале прошлого века. В то время радиаторы изготавливались из меди или ее сплавов (обычно латунь). Технология пайки в то время была отработана. Медный чайник могли отремонтировать в любом городе. Процесс пайки выполняется при температуре плавления используемого припоя. Для выполнения пайки требуются следующие материалы и инструменты:
- мощный паяльник на 220 Вольт (лучше использовать молоткового типа мощностью 250 или 200 Ватт, при отсутствии – минимум на 100 Ватт);
- наждачная бумага средней зернистости;
- активный флюс;
- припой оловянно-свинцовый ПОС-60 или ПОС -40;
- растворитель для очистки поверхности.
Предварительно ремонтируемую поверхность радиатора очищают от посторонних загрязнений. Далее в случае необходимости для обеспечения доступа к месту пайки аккуратно удаляют охлаждающие ребра. Затем производят чистовую зачистку при помощи наждачной бумаги.
Паяльник (если он новый) предварительно залуживают. Для этого на его разогретое до рабочей температуры жало наносят активный флюс, далее на жало паяльника расплавляют припой. В случае отсутствия активного флюса можно использовать таблетку аспирина. При этом желательно не вдыхать «термоядерные» испарения от таблетки.
Далее активный флюс наносят на зачищенное место. После этого на жало паяльника наносят большую каплю припоя и производят процесс пайки. Он требует наличия небольшого опыта. Возможно, потребуется время, чтобы выполнить качественную пайку.
Особенности пайки алюминиевых радиаторов
В современных автомобилях применяют, в основном, алюминиевые радиаторы. Материал алюминий плохо паяется. Он практически мгновенно после зачистки покрывается слоем оксида, который препятствует пайке. На радиорынках можно найти специальный активный флюс для алюминия. Он значительно облегчает процесс пайки.
Можно при пайке использовать мелкую металлическую стружку. Она наносится на место ремонта в смеси с флюсом. В процессе нанесения припоя стружка царапает поверхность алюминия. Под слоем флюса металл не успевает окислиться, пайка проходит успешно. Следует учитывать, что алюминий мягкий материал, поэтому нельзя прикладывать чрезмерное усилие, чтобы не повредить радиатор.
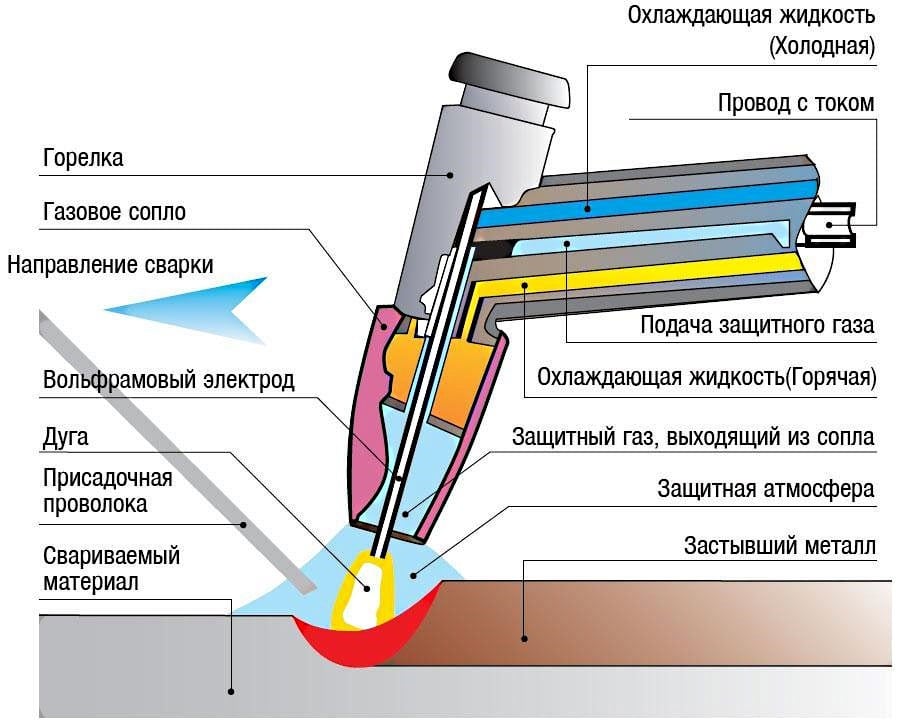
Сварка, как метод ремонта радиатора
В домашних условиях применять сварку для ремонта радиаторов затруднительно. Для этого требуются особые навыки и специальное сварочное оборудование. В противном случае тонкий металл стенок будет прогорать, и вместо ремонта радиатор может полностью придти в негодность.
Холодная сварка
Под холодной сваркой понимают соединение материалов при помощи специального клея. Обычно это двухкомпонентный клей на основе мастик, эпоксидных составов, металлических порошков для укрепления структуры соединения, присадок.
Технологический процесс ремонта радиаторов практически для всех типов холодной сварки приблизительно одинаков. Предварительно место ремонта очищается при помощи растворителя и наждачной бумаги. Затем компоненты клея тщательно смешиваются (мастика разминается). После этого состав наносится на место ремонта, оставляется в теплое место.
Чтобы увеличить надежность холодной сварки обычно выполняют объемный ремонт. Для этого ограничивают вытекание клея из соседних зон и с обратной поверхности радиатора. Создается своеобразная «чаша», куда заливается клей. Это позволяет увеличить надежность соединения. При тепловом расширении блокируется утечка антифриза.
Особенностями эксплуатации автомобиля после выполнения холодной сварки является необходимость в течение месяца периодического контроля места ремонта. Радиатор в процессе эксплуатации подвергается большим механическим, термическим, химическим нагрузкам. Место склеивания может разрушиться, треснуть, там могут произойти нежелательные химические реакции.
Радиатор в первую очередь отвечает за охлаждение двигателя. Его исправность – непременное условие работоспособности двигателя.
Понравилась статья? Поделитесь в соц. сетях:
У алюминиевого радиатора много плюсов, благодаря которым его устанавливают во многих домах. Но иногда он может«порадовать» появлением дыр и протеканием теплоносителя.
Избавиться от этого недостатка можно двумя способами:
Более сложной является пайка алюминия.
В чем заключается сложность пайки алюминия
Этот металл быстро вступает в реакцию с кислородом и любыми кислотами. Наиболее часто алюминиевый радиатор взаимодействует с кислородом. В результате поверхность металла окисляется и покрывается тонким слоем оксидов алюминия. Он еще известен под названием «оксидная пленка». Этот слой равномерно покрывает всю поверхность изделия.
С одной стороны эта пленка является полезной, ведь устраняется всякая возможность контакта чистого алюминия с кислородом и всеми другими химическими элементами или веществами. То есть она является своеобразным защитным барьером. Однако этот барьер не позволяет провести качественную пайку, ведь припой должен напрямую контактировать с алюминием.
Наиболее простое решение – снятие оксидной пленки и последующая пайка отверстия.
Но оно не является правильным, поскольку после снятия оксидной пленки чистый алюминий начинает снова взаимодействовать с кислородом, и до конца пайки обработанное место снова получает защитный барьер. Результат пайки будет плохим.

Чтобы решить проблему с удалением оксидной пленки и обеспечением невозможности дальнейшего ее формирования, нужно использовать флюсы. Они представляют собой смесь неорганических и органических веществ. Они уничтожают оксидную пленку и предотвращают ее образование, они также:
- снижают натяжение обрабатываемой поверхности;
- улучшают растекание припоя по обработанному месту;
- не вступают в реакцию с припоем (большинства видов флюсов).
Флюсы бывают разными:
- кадмий;
- висмут;
- цинк;
- комбинированные вещества;
- плавни (самодельные).
Инструменты и материалы
Чтобы запаять алюминиевые радиаторы, нужно иметь:
- Обычный паяльник.
- Горелку, паяльную лампу или газовую плитку.
- Тигель (является огнеупорной емкостью для приготовления припоя).
- Наждачную шкурку.
Материалы:
- Канифоль.
- Оловянно-свинцовый припой.
- Железные опилки.
- Растворитель.
Пайка радиатора: способ 1
Он включает такие этапы:
- Подготовка поверхности. Этот процесс нужно выполнить тщательно. Он заключается в очистке обрабатываемого участка от всех загрязнений и остатков краски. Очищают алюминиевую поверхность с помощью наждачной шкурки и растворителя. Подготовка предусматривает и обезжиривание обработанного участка (для этого используют те препараты, которые имеют в своем основании спирт), а также вытирание металла насухо.
- Приготовление железно-канифольного флюса. Чтобы сделать это, тигель ставят на газовую плиту и нагревают. Нагревать можно с помощью паяльной лампы. В нагретый тигель кладут кусок канифоли. Его нужно полностью растопить. Далее понемногу досыпают железные опилки и сразу помешивают смесь. Соотношение канифоли и опилок должно составлять 2:1.
- Нанесение флюса на подготовленный участок. Раствор наносят так, чтобы нужная часть поверхности радиатора была полностью покрытой. Иначе кислород будет иметь доступ к алюминию, и запаять отверстие хорошо не получится. В конце вся поверхность пайки должна находиться под слоем флюса.
- Пайка. Она предусматривает введение припоя в среду жидкого флюса. На паяльник нужно брать небольшие порции припоя. Припой наносят на участок пайки так, чтобы он оказался под слоем флюса. При этом выполняют круговые движения. Во время этих движений паяльник постоянно смещает некоторые частицы припоя. Смещение железных частиц приводит к разрушению оксидной пленки. Канифоль не позволяет воздуху проникать к алюминию.
Этот способ надо применять для устранения малых дефектов. Если повреждения большие, то запаять радиатор получится только с помощью самодельного флюса.
Пайка: способ 2
Этот метод предусматривает использование оловянно-свинцово-висмутового припоя и самодельного флюса. Сделать последний нужно из:
- криолита (доля в растворе должна составлять 10%);
- сернокислого натрия (доля 4%);
- хлористого лития (доля 23%);
- хлористого калия (доля 56%);
- поваренной соли (доля 7%).
Оловянно-свинцово-висмутовый припой можно приобрести в магазинах (имеет вид прутка или проволоки) или сделать самостоятельно. Второй вариант реализуют путем добавления висмута к расплавленному оловянно-свинцовому припою. Масса висмута в массе готового раствора должна составлять 5%. Вычислить массу висмута можно, поделив массу исходного припоя на 95 и умножив полученную цифру на 5.
Чтобы запаять достаточно большие по размеру дефекты алюминиевого радиатора, нужно:
- Провести подготовку участка, на котором есть отверстие. Результатом подготовки должен быть чистый, сухой, нежирный алюминий.
- Изготовить плавень. Эта процедура начинается с измельчения каждого компонента в ступке. Измельчают так, чтобы образовалась пудра. При этом каждый элемент доводят до состояния пудры отдельно. После все «ингредиенты» высыпают в стеклянную емкость и перемешивают до тех пор, пока не образуется однородная смесь. Желательно брать темную, герметически закрывающуюся стеклянную емкость. Это необходимо для защиты смеси от влаги и солнечных лучей, когда нужно делать некоторые паузы. Перед пайкой смесь высыпают в тигель и плавят над газовой плитой.
- Расплавленный флюс выливают на алюминий, выполняют пайку. Особенности пайки ничем не отличаются от особенностей вышеописанного процесса.
Использование клея
Отверстия малых и средних размеров, трещины можно заклеить. Такой вариант является временным и подходит только для того, чтобы не сливать воду со стояка или не лишать помещение источника тепла. После отопительного сезона алюминиевый радиатор нужно снять, чтобы провести качественный ремонт.
Заклеить отверстие можно с помощью:
- Эпоксидного клея.
- Цемента.
- Раствора, который называют «холодной сваркой».
Ликвидация отверстий с помощью эпоксидного клея

Чтобы воспользоваться клеем на основе эпоксидной смолы, нужно подготовить стеклоткань или плотную ткань. Поскольку любой из этих материалов нужно наматывать на радиатор, то использование такого клея ограничено. Ведь не каждое место можно легко и плотно обмотать. Для некоторых вариантов алюминиевых радиаторов этот способ вообще не годится.
Чтобы заклеить отверстия или трещины, надо:
- Разрезать ткань на узкие длинные полоски.
- Зачистить место, из которого течет вода. То есть удалить всю краску, которая отслоилась, и все частицы, которые легко удаляются. Это делают шпателем. Далее берется щетка с металлической щетиной и очищается поверхность. Должен остаться чистый металл. Бывает так, что трещина появилась в месте, где невозможно добраться щеткой. В этой ситуации может помочь железный трос. Его просовывают через нужную часть радиатора и тянут за концы поочередно, очищая нужный участок. Затем этот участок сушат.
- Намазать на обработанный участок клей и обмотать тканью.
- Нанести клей на ткань и намотать еще один виток. Так нужно делать, пока не будет 4-5 витков. На верхний слой ткани клей не наносят.
- Зафиксировать стеклоткань, используя хомуты или проволоку.
- Дождаться высыхания клея. Сохнет он от 2 часов до 3 суток. Если температура в помещении составляет 20-25 °С, то он высохнет за 2-3 часа.
Чтобы усилить свойства клея, к нему можно добавить алюминиевую или бронзовую пудру. Получают такую пудру путем стачивания рашпилем ненужной алюминиевой или бронзовой детали. Перед использованием клей с пудрой нужно хорошо перемешать.
Аналогичным образом устраняют трещины с помощью цемента. Правда, вместо ткани следует использовать медицинские бинты. Их нужно замачивать в растворе и наматывать на радиатор.
Используем «холодную сварку»
Ею очень удобно заделывать трещины и отверстия. Это замазка, которая выглядит как пластилин. Бывает двух видов:

С первым видом работать проще, поскольку надо отрезать нужный кусок и размять руками. На руках должны быть перчатки, ведь замазка является химически активной и способна нанести вред коже.
Двухцветную холодную сварку нужно смешивать до тех пор, пока не появится однородный раствор. Во время смешивания он становится липким.
Борьба с дырками с помощью «холодной сварки» проводится так:
- Очищают поврежденный участок от грязи и краски.
- Разминают отрезанный кусок «холодной сварки».
- Наносят раствор на дырку и затирают его (это выполняют металлическим шпателем). Чтобы замазка не оставалась на шпателе, его нужно смочить водой.
- Если после затирки пробка начинает вылезать (формируется пузырь, который затем лопнет), ее нужно повторно растереть шпателем. Возможно, это придется делать до полного высыхания «холодной сварки». Сохнет она 5 минут.
- Фиксируют пробку хомутом или резиной.
Также можно заклеить дырку термостойким герметиком. Однако нужно использовать правильный герметик потому, что есть кислотные герметики, которые способны разъедать алюминий. Практики советуют брать нейтральные растворы.