
Не прилипает к паяльнику припой? Это проблема не только новичков, но и специалистов с опытом. Единственного универсального преодоления этого препятствия в работе нет. Причины такого неудобства, как и способы его устранения могут быть различными. Ограничимся кратким их перечислением. А попавший в подобную ситуацию мастер уже самостоятельно подберет способ, подходящий к его случаю.
Возможные причины отсутствия прилипания припоя:

- грязное жало паяльника;
- грязная канифоль;
- перегрев или недостаточный прогрев рабочей части паяльника;
- плохое качество припоя;
- отсутствие флюса при пайке;
- неправильно подобран флюс и припой;
- пайка на улице, на сквозняке;
- отсутствие прогрева металлического изделия перед пайкой;
- случайное касание горячим жалом какого-либо пластика;
- нагар и химические окислы на поверхности жала;
- недостаточная концентрация самостоятельно приготовленных жидких флюсов;
- малая мощность паяльника.
Для механической зачистки медного жала подойдет любое народное средство:
- нож, скальпель;
- напильник, надфиль;
- наждачная бумага, полировальная шкурка;
- металлическая щетка;
- швейная игла;
- насадка для бормашины.
Для очистки от нагара подойдут:
Списки не полные, можно экспериментировать.
Чтобы хорошо залудилось медное жало надо удалить окислы с его поверхности. Этот химический способ очистки хорошо выполняется со средством «Оксидал». Разогретое жало просто помещается в него и меняет свой вид буквально на глазах. После чистки паяльник протирается влажной губкой или поролоном.
Полезной является легкая проковка съемного медного жала. Металл будет плотнее, что замедлит и уменьшит процесс его обгорания.
Жало рабочего паяльника не обязательно изготавливается медным. Все чаще производители предлагают варианты паяльников, в которых используется необгораемое «вечное» жало. Его чистка от грязи, излишков припоя и нагара исключает классические варианты с применением напильника и наждачной бумаги. Чистка возможна двумя способами:

- специальной губкой, именно для этого и предназначенной;
- латунной стружкой – жало становится идеальным после нескольких маканий в емкость с ней.
Экономный вариант предусматривает замену специальной губки на посудную из целлюлозы, а стружки латуни – на густую и плотную кухонную металлическую (в идеале – медную) мочалку.

Для регулировки мощности и, соответственно, температуры рабочей части жала паяльник подключается через лабораторный автотрансформатор. Без него можно поэкспериментировать со сменными жалами разной длины. Чем оно длиннее, тем ниже температура на его конце. И наоборот.

Иногда избежать проблем с прилипанием припоя помогает активатор для жала. Эта смесь без свинца и галогенов по своим заявленным характеристикам защищает и продлевает жизнь жалу, а также восстанавливает его смачиваемость материалом припоя. Обратите внимание – активатор не гарантирует очистки жала, а защищает его поверхность от образования вредных окислов и нагара.
Если производитель решил сэкономить и умышленно завысил процентную долю свинца – имеем более тугоплавкий припой с низкой текучестью, а возможно и не пригодный для пайки.
Устранив препятствие и окончив пайку не забудьте, что жало паяльника после работы обязательно должно быть очищено и залужено. Чистый и ухоженный, всегда готовый к применению инструмент – лицо мастера.
Во время пайки как у специалистов, так и у новичков может возникать ситуация, когда к жалу паяльника не прилипает олово. Подобная проблема мешает проводить любые дальнейшие процедуры по спаиванию деталей и требует немедленного устранения. Причина может крыться как в самом припое, так и в жале, условиях работы, недостаточной подготовке и многих других вещах. Для того чтобы разобраться во всем этом, нужен опыт.
Основные причины 
Наиболее распространенным видом припоя является оловянно-свинцовый. Температура плавления такого сплава составляет около 270 градусов Цельсия. Если паяльник разогревается до 300 градусов, этого вполне должно хватать для работы, но если жало перегревается, и его температура значительно превосходит точку плавления припоя, то на поверхности остается нагар от расходных материалов. Он не только портит внешний вид инструмента, но и мешает дальнейшей работе.

Загрязнение и окисление не даёт припою прилипать к жалу паяльника
Жала паяльников чаще всего делают из меди. При сильном перегреве этот металл больше подвержен окислению, что приводит к появлению на его поверхности пленки окислов. Тонкий слой оксида меди может быть незаметен глазу, но именно из-за его присутствия к жалу паяльника не липнет припой. Если рассматривать непосредственные причины, которые приводят к тому, что расплавленный припой не остается на жале, а просто стекает с него, то их всего три:
- загрязнение поверхности жала, которое происходит от нагара и по другим причинам;
- образования окисла, что даже при визуально чистой поверхности не дает возможности расплавленному материалу сцепиться с ней;
- высокая температура жала, которая не позволяет припою оставаться в нужном рабочем состоянии.
Как правильно подготовить инструменты к работе
Если олово не держится на жале паяльника, вполне возможно, что подготовительные операции прошли неправильно, или же они не проводились вовсе. В первую очередь при подготовке инструмент нужно залудить. Без этой процедуры даже при отсутствии окисла и загрязнения к металлу все равно не будет прилипать припой во время пайки. Лужение заключается в покрытии поверхности жала оловом. Такую же процедуру нужно провести и со спаиваемыми деталями, это улучшит качество соединения. Проходит процесс предельно просто: нужно окунуть горячее жало в олово, которое покроет его поверхность.
Если же на наконечнике имеется нагар или окислительная пленка, их нужно удалить перед лужением. Такая же процедура рекомендуется и для новых инструментов. Очистка поверхности происходит механическим способом, для которого подойдет наждачная бумага или мелкозернистый напильник. Очищать поверхность нужно тщательно, не оставляя глубоких царапин и борозд на поверхности металла. При наличии углублений и царапин именно в них будет образовываться окислительная пленка и скапливаться грязь, которые потом трудно вычистить.
Важно! Чистить паяльник нужно только после его остывания. Этот процесс лучше делать перед пайкой, а не после нее

Очистка жала паяльника от загрязнения
Когда поверхность очищена от всех налетов, на нее нужно нанести флюс. Если есть жидкая канифоль, ее наносят и на холодную поверхность с помощью кисточки или других вспомогательных предметов. При наличии флюса в твердом состоянии – жало погружают в него в момент, когда оно прогреется и достигнет нужной температуры.
Важно! Лучше сразу опустить жало в канифоль, чтобы по мере разогрева оно погружалось в ее поверхность. Это сократит вероятность окисления
Могут возникать ситуации, когда наконечник не лудится. Это очень схоже с проблемой, когда к жалу паяльника не липнет припой. Если температура жала становится значительно выше температуры плавления припоя, он просто не налипает на поверхность металла, а стекает с нее, так как находится в жидком состоянии. Ничего другого, кроме снижения температуры, здесь не поможет. Чистота поверхности и отсутствие окислительной пленки не сыграют роли, если под воздействием высокой температуры жала материал расплавляется и стекает. Если же температура будет продолжать расти, он попросту начнет испаряться.
Оптимальный вариант – когда температура жала немного выше температуры плавления или равна ей. Это обеспечивает возможность сохранить переходное состояние между твердым и жидким, которое и требуется для пайки. После перегрева жало нужно снова очищать механическим путем.
Если все сделано правильно, то припой без проблем прилипает к поверхности. Оптимальная температура позволяет ему быть в нужном состоянии, избегая комочков и жидких капель.

После очистки жало паяльника рекомендуется залудить
В случае никелевого покрытия
Владельцы инструментов с никелевым покрытием также задаются вопросом, почему припой не прилипает к жалу паяльника. Считается, что его лудить не нужно, тем более, счищать покрытие напильником или наждачной бумагой. Но со временем, после определенного срока эксплуатации, становится заметно, что и на него материал перестает липнуть. Очистка покрытия происходит в слегка разогретом состоянии. Нужно постараться стереть влажной тряпкой весь нагар. После этого порядок действий таков:
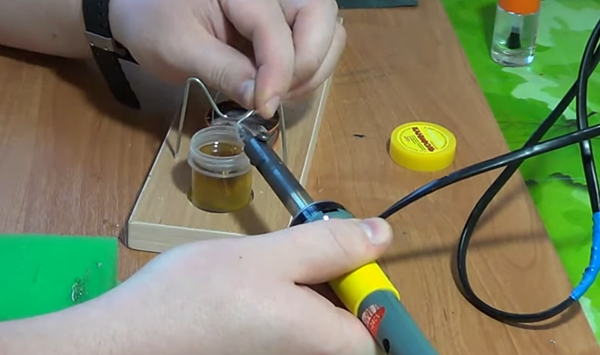
- опустить жало в канифоль, на которой будет лежать кусок припоя;
- для твердой канифоли по мере прогревания жало нужно вдавливать в материал, расплавляя область вокруг припоя, чтобы тот утонул и расплавился;
- сквозь канифоль прикоснуться жалом к припою, чтобы тот покрыл рабочую часть инструмента.
Заключение
Лучшим решением для тех случаев, когда припой не прилипает к жалу, является контроль температуры. Нельзя допускать перегрева паяльника. Своевременная очистка и правильное выполнение всех предварительных работ помогут никогда не задаваться вопросом, почему к жалу паяльника не липнет припой.
Нередко, купив новый паяльник, начинающие мастера сталкиваются с тем, что к его разогретому жалу, даже смоченному в канифоли, не прилипает олово. Многие начинают волноваться и считают, что приобрели некачественный инструмент для пайки. Не стоит думать, что паяльник бракованный и бежать с ним в магазин.
Для того чтобы оборудование работало, требуется провести специальную обработку жала паяльника. Только после правильно проведенного лужения жала паяльник будет исправно работать. Если вы не знаете, как сделать так чтоб к паяльнику прилипало олово, то прочитайте пошаговую инструкцию предварительной обработки паяльника.

Этапы лужения жала
Для лужения потребуются:
- паяльник;
- напильник;
- канифоль;
- олово;
- дощечка из натурального дерева.
Процедура лужения довольна проста, но требует определенного времени. Она сводится к следующим действиям:
- Напильником нужно зачистить до блеска медную поверхность жала. Для этого его прикладывают плашмя к кончику жала. Такая обработка требуется не только для нового паяльника, но и для старого оборудования, у которого жало могло покрыться медной окисью. В ходе обработки напильником жало должно приобрести гладкую и блестящую поверхность.
- Напильник нужно после этого разогреть и опустить в канифоль, а потом в олово и на дощечку. Сразу припой не будет прилипать к жалу. Это объясняется тем, что медная поверхность жала паяльника еще не покрылась равномерно припоем. Для того чтобы завершить процедуру лужения, необходимо повторять указанный алгоритм действия до тех пор, пока поверхность жала из желтой не превратиться в серебристую. В этом случае можно считать процедуру лужения завершенной и приступать к спайке нужных деталей.
Для того чтобы нанесение припоя на медную поверхность жала происходило быстрее, следует использовать дощечку изготовленную из хвойных древесных пород. Лучше всего подходит древесина ели или кедра, так как в ней содержится больше смолистых веществ.